Originally posted by pantelones
View Post



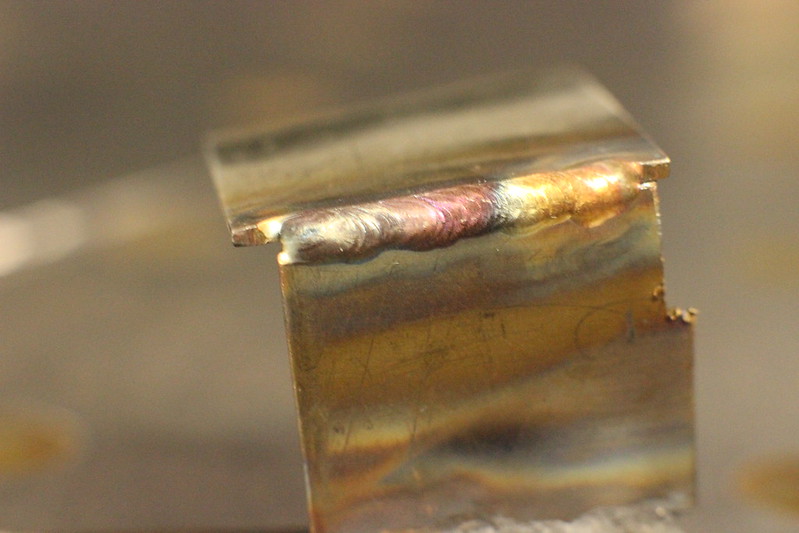


A little color never hurt no one :)







 The original one was flat, and this one was only $10. I was already grabbing a tank refill so I didn't care.
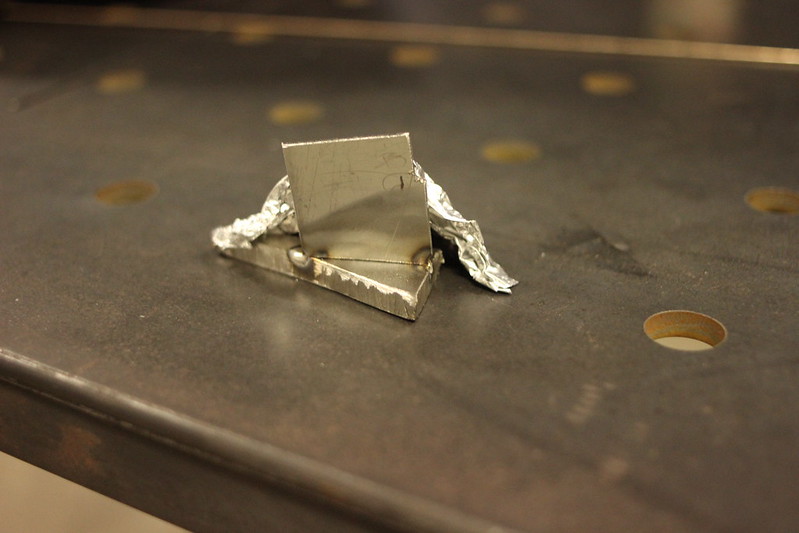
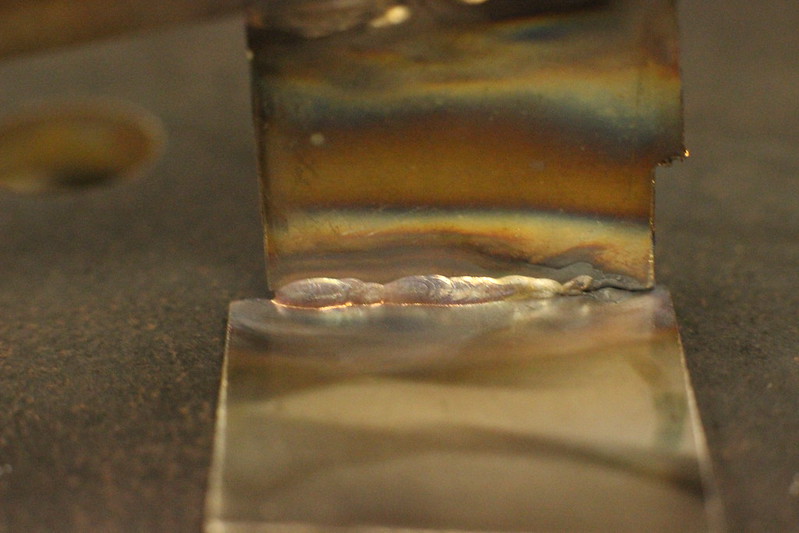
The original one was flat, and this one was only $10. I was already grabbing a tank refill so I didn't care. IMG_0126 by Los Pantelones!, on Flickr
IMG_0126 by Los Pantelones!, on Flickr IMG_0128 by Los Pantelones!, on Flickr
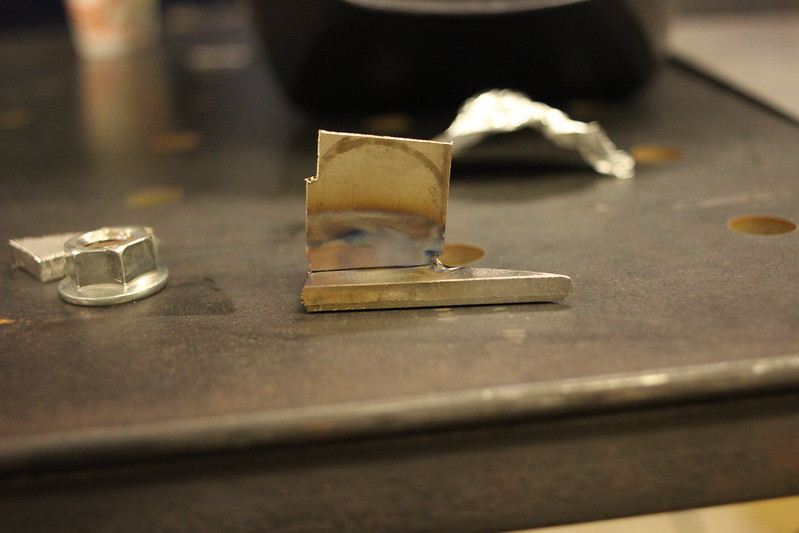
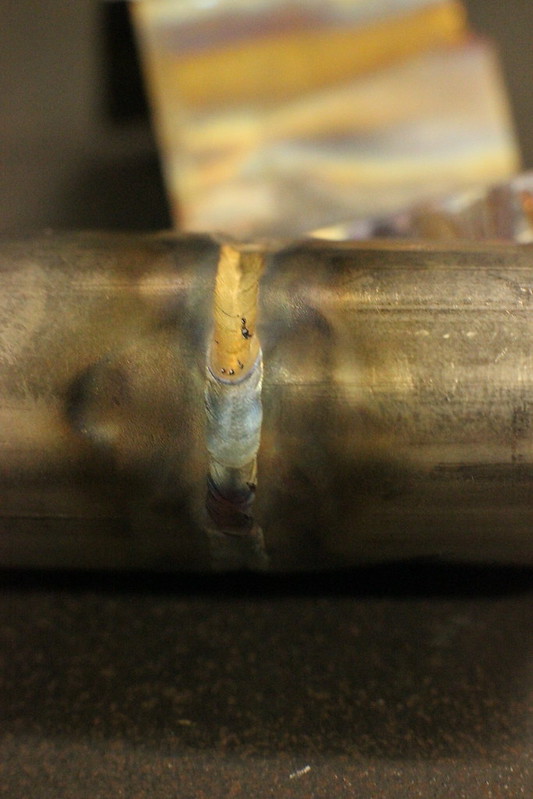
IMG_0128 by Los Pantelones!, on Flickr IMG_0129 by Los Pantelones!, on Flickr
IMG_0129 by Los Pantelones!, on Flickr IMG_0131 by Los Pantelones!, on Flickr
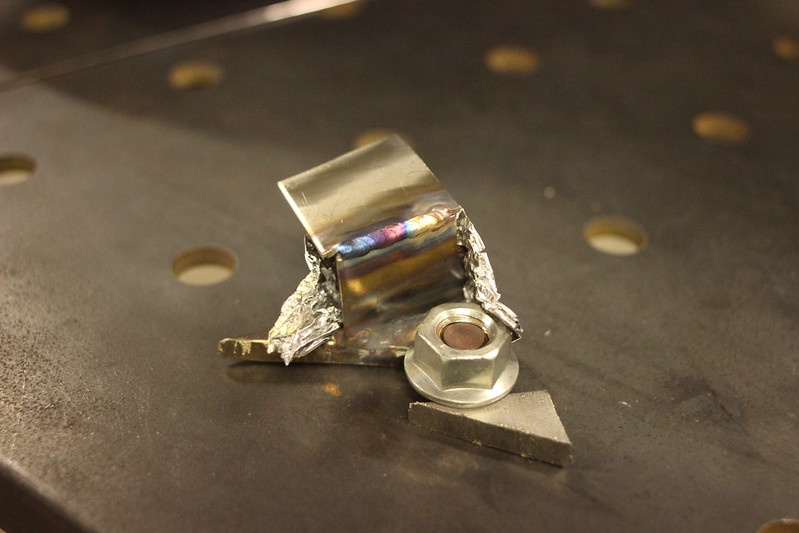
IMG_0131 by Los Pantelones!, on Flickr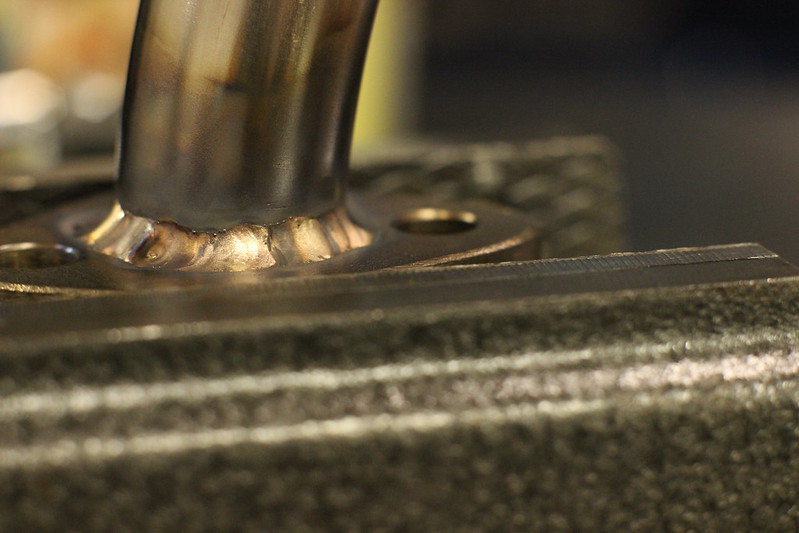 IMG_0137 by Los Pantelones!, on Flickr
IMG_0137 by Los Pantelones!, on Flickr IMG_0138 by Los Pantelones!, on Flickr
IMG_0138 by Los Pantelones!, on Flickr IMG_0140 by Los Pantelones!, on Flickr
IMG_0140 by Los Pantelones!, on Flickr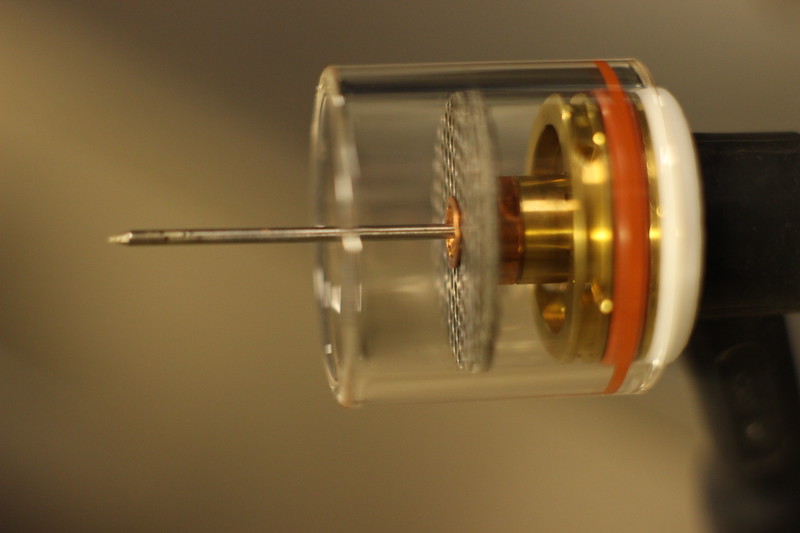 IMG_0141 by Los Pantelones!, on Flickr
IMG_0141 by Los Pantelones!, on Flickr



Comment