-
Haha sorry, been swamped with work & other stuff. My M42 died and I am waiting for a little delivery from Metric Mechanic to replace it with, and I finally got my shit together and am building some E30 MAF conversion kits. This WILL get done though!Leave a comment:
-
I did the Morimoto mini H1 in depo lights. Way less cutting. I only had to fabricate tiny brackets. And it all seals up in the original buckets. I was in a rush when I did it, so I did not take any photos during the retrofit.Leave a comment:
-
Thanks! The last few weekends have been busy with all sorts of stuff. This weekend is too. I am planning to machine the final pair of plates next weekend (2/25). Damn you, responsibilities!Leave a comment:
-
Definitely badass! I did a Morimoto Mini H1 retrofit into my E36! Love the lights! This will be awesome!Leave a comment:
-
SFM stands for surface feet per minute. It isn't a feed rate, it is a rating for the material of how fast it can be cut. do not confuse it with IPM (inches per minute), which is how feedrates are given. Here is more on it:
Leaving a 0.010 finish pass would be best. 0.005 is a little thin (roughly the thickness of a hair). Climb milling will give you a better finish, but only if your mill is rigid enough. It might chatter too much and cause finish problems. You will just have to test and see.
As far as oil goes, with a sharp end mill, aluminum doesn't really even need cutting fluid, however it can help. I generally just take light cuts (nothing more then 0.030 per pass) with no lube and slow feeds.Leave a comment:
-
Awesome work.
If this ends up being a product I will "add to cart"Leave a comment:
-
Wow nice job, I have some FX-Rs in my closet next to a set of ellipsoids that I plan on retrofitting as wellLeave a comment:
-
Thanks, I was hoping that someone with real machining experience could chime in!
"Cut-off wheel" lol, I blame years of using a Dremel for almost everything! Everything looks like a "cut off wheel" to me now.
I do know the difference between conventional & climb milling. I guess I have avoided climb milling because all they ever taught us back in school (engineering) was that, "climb milling can give a better finish, but wears out the cutting tool faster." I think that undergrad MechE students probably only had to spend 10 hours on a manual mill, which was/is totally inadequate. Hell, by this point I bet I only have 50 hours on a mill!
Anyway, by your recommended calculation, I should be using 2400 RPM with my 1/2" end mill & 4800 RPM with the 1/4" one. So, some of the lousy finish is probably due to that. The other culprit was using a single heavy pass for all cuts since I figured I would be using this as a proof-of-concept part. What are the units of "sfm"? If it is inches per minute, I think I may have a hard time hitting 300ipm by-hand!
For the actual parts, my plan is to do cuts in 2 or 3 steps, with the final pass removing 0.005". Would climb-cutting that last pass yield a better finish? I have also read that using Kerosene will give a better finish than cutting oil; any thoughts there? I think that it is time to get out my 1000 page Manufacturing Processes text/bible & re-read the section on milling.
Thanks for the TAP link. I will check their stuff out!Last edited by bmwman91; 01-24-2012, 12:40 PM.Leave a comment:
-
Very impressive work on the mill! That takes a lot of patience. Do you know the difference between conventional and climb milling? If not, look it up. Has a lot to do with surface finish, especially if your mill isn't the most rigid. Cutter speed is important as well. Aluminum has a cutting speed of about 300 sfm. Using that you can calculate RPM's based off cutter diameter using the following formula:
Cutting speed(300) x 4 divided by cutter diameter.
Tap Plastics has some RTV silicone you could probably use to make your boots with:
http://www.tapplastics.com/shop/category.php?bid=32&
It is designed to be used as the mold, but I would think it would do fine as the part as well. Not sure about chemical resistance though.
And, and it's called a slitting saw, not a cut-off wheel. ;)Leave a comment:
-
Ok boys & girls, time for another update. I mocked-up a prototype adapter plate (it is usable, but there are some design changes I want to make now that I have the part in my hands).
My employer was throwing away some old manufacturing fixtures a couple of years ago, and I offered to take them off of their hands instead. These things were made with 120lbs (each!) of machined aluminum, in various bar & plate forms. So, needless to say, I have had close to 100lbs of aluminum plate laying around for years, waiting for me to do something with it. Anyway, I found a suitable piece & needed to trim it down for the adapter plate. I started with a bandsaw, but it was way too slow.

So I stuck it in a vise and milled it into shape!



Next, I needed to get the rotary table centered. This little dial gadget is super handy! Put it in a 1/4" collet, set the spindle to ~100RPM and adjust the X/Y position until the needle stops wobbling.

I got down to business & made all of the back-side cuts. The 3 larger holes in the row were used to set the center position of the work piece so that all of the various rounds could be cut.
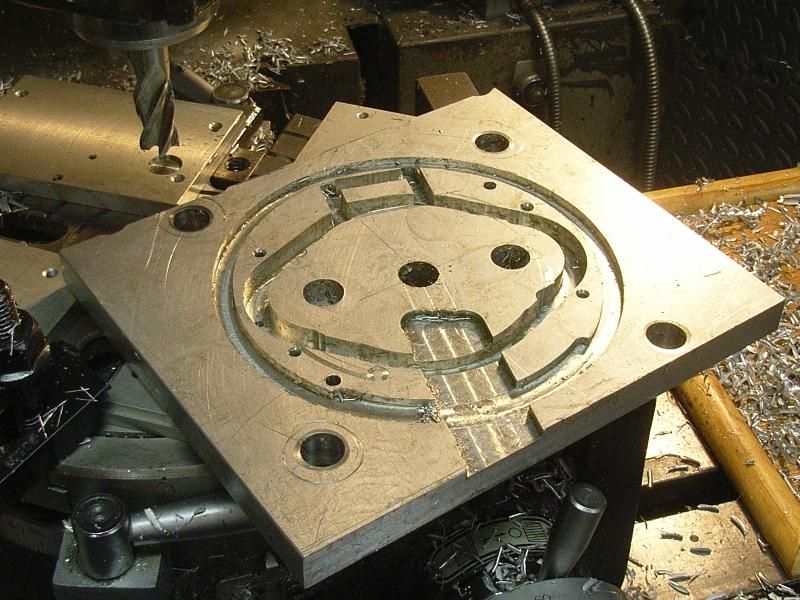
Here it is, half-way done with the top-side operations. It didn't take much work since I had cut the inner profile perimeter already. Once I knocked ~.6" off of the inside, the middle bit fell right out!
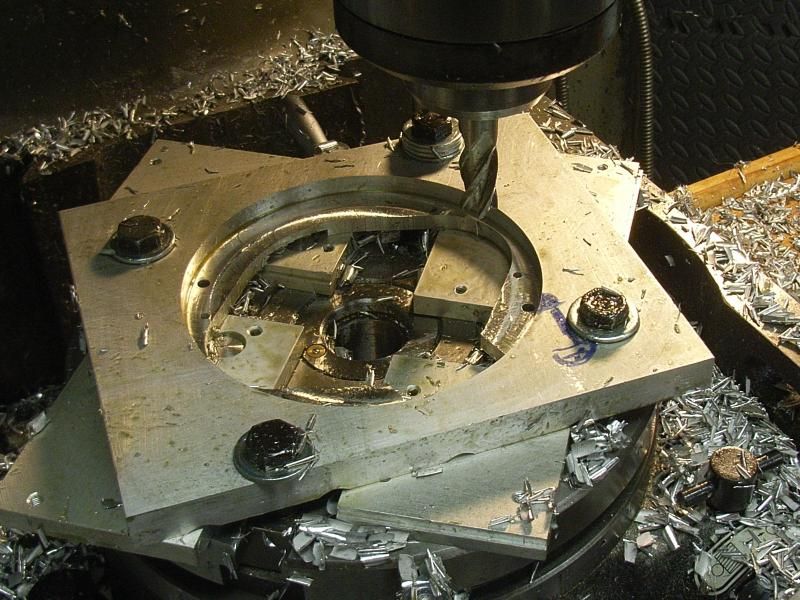
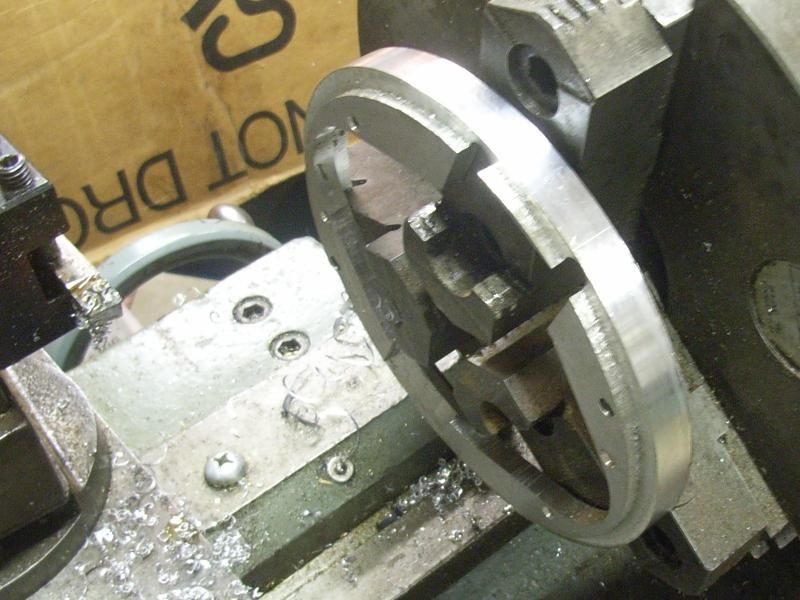
The crappiest part of this was cutting the outer perimeter. It involved a delicate dance of milling, stopping to remove one bolt, milling, stopping to put it back, etc x 4. By the end, it was not holding the part securely. So, I cut my losses (no pun) and chucked it up on the lathe to clean it up.

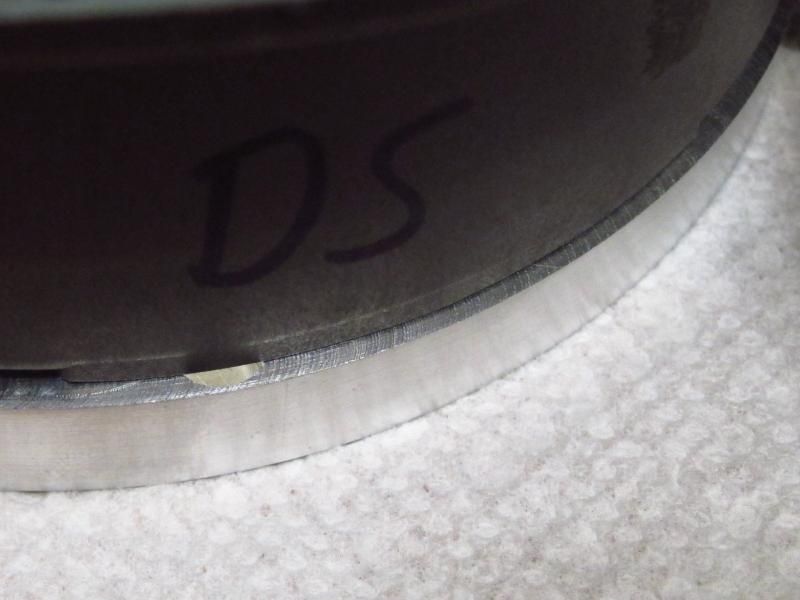
All cleaned up, although it got taken down to 4.99" instead of the intended 5". Whatever, it is a prototype.
So, here is one. Whoever says you NEED a CNC mill is telling lies. With some effort, you can design most parts to be made manually. Hell, the digital position readout unit on the mill crapped out last year, and I ran this part without any electronic positioning at all. As long as you know what "backlash" is, you'll be fine. All you need is the ability to add & subtract in your head, and a decent dimensioned drawing. Oh, and calipers are a good idea, too!

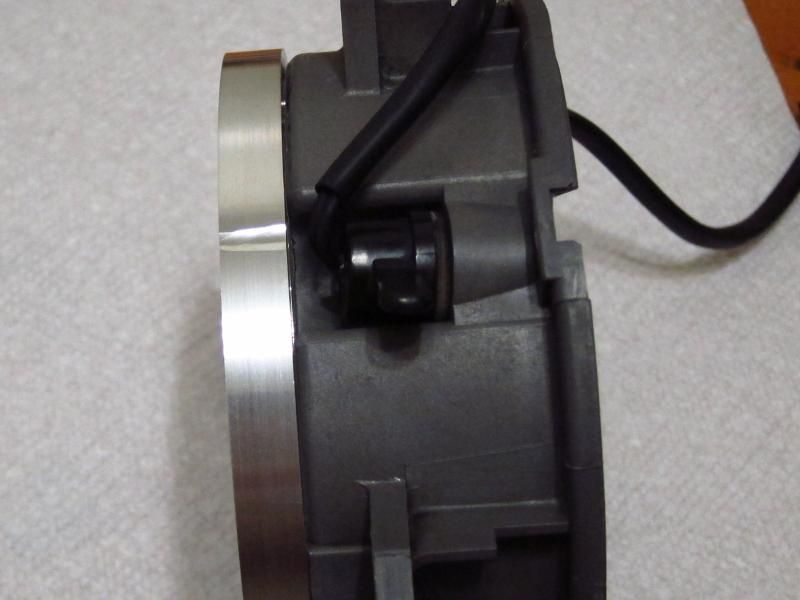
So, how did it fit?

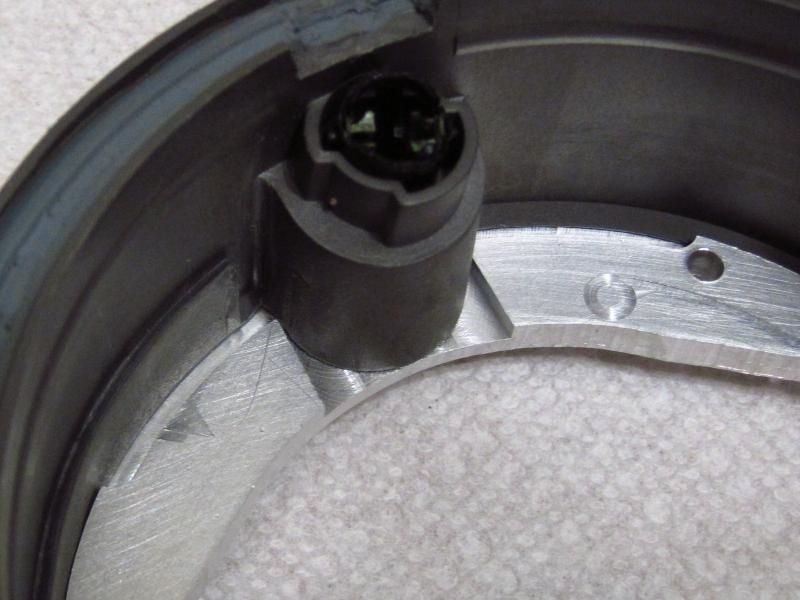
Well, it fit almost perfectly. Snug, with zero slop (much to my surprise). It does rotate ~0.5 degree thanks to an "oops" in the cutout for the city light, but radially there is no movement at all.


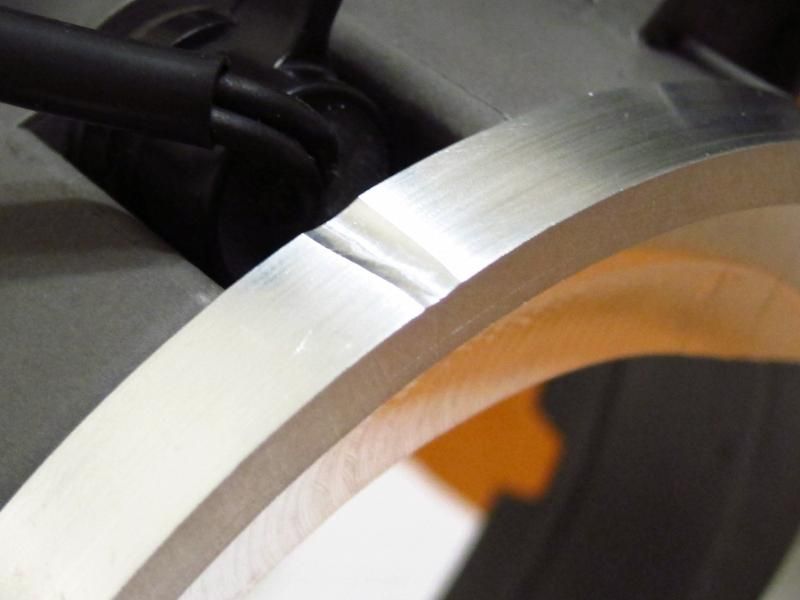
I will be taking the lessons learned here & making two more that should come out better. I did most cuts in a single pass, which is always a recipe for rough milled surfaces.

I will probably also mill a counterbore for the two mounting screws to get them flush (the heads would hit the FX-R projector assembly otherwise). I didn't account for the fact that a countersinking bit wouldn't fit here! I also plan to thin the outer ring by ~3mm (off of the outside) to get better clearance with the headlight bracket (it fits, but the rubber boot I plan to make would be really tight in there with this OD).

I also managed to get off by a couple of handle-turns down in the cut-out for the bi-xenon solenoid, and I forgot that the surface I was accidentally cutting through was a sealing surface.

Up by the city light, I started out being off by half of a cutter diameter in the radius. It's a common rookie mistake (and I'm a rookie at machining).
Lastly, there's a nibble in the outer perimeter from when I was cutting it out & the clamping wasn't quite adequate.
So, the next ones will be a lot cleaner. I'll probably do all cuts in 3 passes (-0.020", -0.005", 0.000"), spend more time with some of the centering setup, counterbore the 2 mounting holes, rough-cut the perimeter & finish it up on the lathe, and reduce the outer diameter by ~1/4". Yeah, it is probably overkill nit-picking this stuff. But, when you have the tools for it.....Last edited by bmwman91; 01-23-2012, 10:13 AM.Leave a comment:







Leave a comment: