-
So I spent the afternoon yesterday assembling the head:
Here is the workroom in the basement with parts scattered across the bench along with some of the mess left over from my brother who had just finished rebuilding his dirt bike motor...

First order of business (after giving everything a final wash and blow off with the compressor) was the valve stem seals. This is probably common knowledge, but I found that an 11mm socket with a long extension made it extremely simple to install the valve seals. The socket will hold onto the seal, even when you turn it upside down, and exert force evenly around the outer edge...

The long extension gives you a bit more room to push, and they push on pretty easily...

Once all the valve seals were installed the springs had to be installed. This part of the assembly actually went a lot smoother than I had anticipated once I figured out a good way to do it. The tricky part is installing the keepers and having them stay in place as you decompress the valve springs. My method which seemed to work well was as follows. Once I had the spring compressed I'd put a drop of oil on the keeper grooves of the valve stem. Then I'd put a drop of oil on the grooves of each keeper. Using a pair of needle nose pliers I'd place the keeper on the bottom side of the valve stem. Now if you have enough oil there, the surface tension should be strong enough to hold it in place. Then I'd rotate the keeper I just installed to the top side of the valve stem. Then using the pliers again I'd install the second keeper. Once both keepers were installed I'd rotate them so that the split was vertical just so that gravity wouldn't be pulling on one more than the other.

Then rather than releasing the cam lock on the spring compressor I'd decompress the spring by loosening the adjustable pad that's clamping against the valve head (red arrow). This allowed me to ensure that the keepers seated properly in the retainer before releasing the cam lock. I felt that this was a better method than just outright releasing the cam lock and hoping the keepers don't go shooting across the room.

So after not too long the springs were installed...

Then it was time to install the cam and rockers. As I mentioned back in the original post I'm using the IE HD rockers. Here is a comparison between OEM and the HD for those of you who aren't familiar with them...

As you can see where the adjustable eccentric is has been beefed up substantially...

A few more minutes gone by and voilà! My first assembled head....

I spent today giving the old M20 it's last valve adjustment before it get's pulled so it's sounding nice and tight for auto-x next weekend. I also fiddled around with the turbo heap as it will be going on the road within a week!Comment
-
Can't wait till I have funds to do this.Comment
-
Small update:
I needed an indicator to get the motor timed so I picked a cheap one up today after work and got the motor timed this evening...
I put all the front bits put on that are required for the timing...

A shot of the DIY adjustable cam gear (still missing some hardware on the outer ring)...

Instead of buying a fancy degree wheel, I printed a degree scale I found online and glued it to a heavy piece of cardboard. Couple that with a piece of wire attached to the block and a dial indicator and we're good to go!...


Set the indicator up on the valve spring retainer and make sure that it's parallel to the valve stem...

To time the cam I did the following:
- With the motor at TDC (lining up the mark on the timing cover with the O|T mark on the toothed wheel) set the wire indicator on the degree wheel to line up with the TDC mark on the degree wheel
- Rotate the motor clockwise while keeping an eye on the dial indicator. As the valve opens the needle on the indicator will turn counter-clockwise, when you reach max lift the needle will stop. At this point zero the dial on the indicator.
- Continue rotating the motor clockwise and stop when the dial is reading 0.020" past max lift. Write down the degree that the wire indicator is pointing to.
- Continue rotating the motor clockwise, as you approach max lift stop 0.020" before max lift. Write down the degree that the wire indicator is pointing to.
- Add the first number to the second number and divide it by two to get the degree value for your peak timing.
When I first checked the timing I measured it to be 112 degrees which is 2 degrees retarded. I expected the timing to be retarded because of the 0.5mm the block was shaved plus the head getting shaved as well. So since every degree the crank turns the cam gear turns 0.5 degrees I advanced the cam gear by 1 degree using my dowel pin adjustment method. Then I checked the timing again using the method described and it was on 110 degrees as it is supposed to be.
After that I checked valve to piston clearance. In order to do that I turned the cam to max lift. Then I used a wood chisel (with some tape on it to prevent damaging any parts) and the rocker arm as a pivot to lift the rocker until the valve contacted the piston...

Keeping an eye on the indicator I measured approximated 0.090" (2.28mm) clearance, I also had my valve lash set to zero so in reality I'll have an extra 0.25mm so overall approximately 2.5mm clearance which is adequate.
So now the next step is checking main and rod bearing clearances.
To be continued...Last edited by Bullet Ride; 05-17-2012, 04:58 AM.Comment
-
Sub'dComment
-
I also used the same scraper. I specified 84mm stroke when order.
When test fit the scraper, it was not even close. Had to grind off good amount of materials everywhere on the oil pump side and bent the fingers on the other side.
M52 crank still quite different than M20 cranks.Comment
-
Update:
I've got the bottom end internals assembled now.
Bare block...

Bearing shells installed...

Crank dropped in (after putting a dab of oil on each shell)...

To check the bearing clearance cut a piece of plastigauge and lay it across the crank journal (make sure to wipe oil off the journal surface)....

Then install the other half of the bearing into the shell. Apply a thin layer of oil to prevent the plastigauge from sticking to the shell. Then install the cap and torque the main bolts to spec. Then loosen the bolts off and remove the cap, all the while being careful not to rotate the crank at all. When you remove the cap you should see something like this...
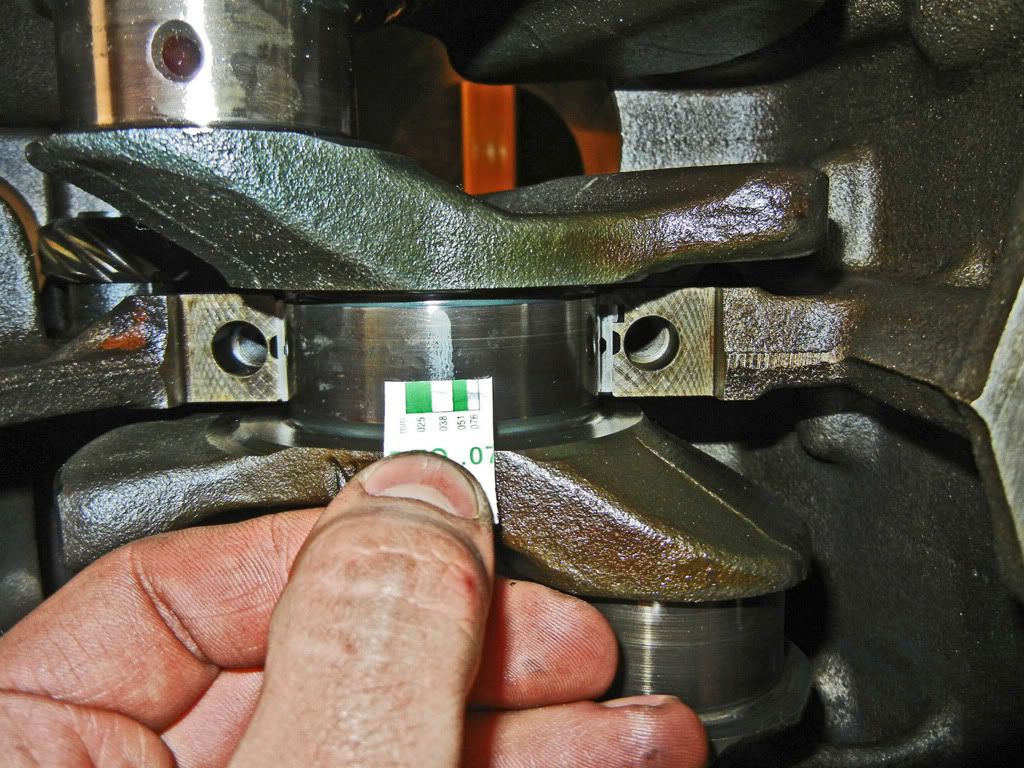

Compare the width of the flattened plastigauge to the scale that comes with the plastigauge to determine the bearing clearance. For a yellow classification bearing (which is what I have installed) the main bearing clearance is supposed to be 0.020-0.046mm. As you can see in the pictures above the plastigauge is wider than the 0.038mm bar, but not wider than the 0.025mm bar, therefore the clearance is between 0.025-0.038mm which is right on spec. Also make sure to keep an eye out for any taper in the width of the flattened strip indicating uneven wear of the bearing surface.
Then clean off the plastigauge from the bearing surfaces, oil up, reinstall, and re-torque the bearing cap. Do this for all 7 main bearings...

To check the rod clearances I'd rotate the crank to the position I wanted then use the timing belt and a pair of vise grips to lock the crank in place because I found it hard to keep the crank and rod from rotating during the process of installing the rod and torquing the cap on...

Repeat the same process for the plastigauge on the rod bearings...


For the rod bearing the clearance for standard bearings is 0.030-0.070mm. As you can see above the plastigauge was wider than 0.051mm but narrower than 0.038mm so the clearance was between 0.038-0.051mm, once again right in spec.
Before I installed the rods and pistons I checked the balance of the rods. I checked all the wrist pin ends using this set-up...

And then I checked the overall weights. The rods were all pretty much within +/- 1 gram of each other so I didn't fuss at all with balancing them.
I also checked the piston ring gaps before I installed them. Just pop a ring into a bore and use a piston to square it up, then use a feeler gauge to measure the gap in the ring. My ring gaps were right on the outer limit of the tolerance because after being de-glazed my bore diameters are on the outer limit of the tolerance.
Installing the pistons is straight forward. Install the rings making sure the gaps are properly separated. Use a piston ring compressor to compress the rings leaving a bit of the skirt exposed so you can sit the piston in the bore...

Tap the piston in until it pops out of the ring compressor...

Then turn the block over, push the piston until the bearing shell seats on the journal, apply a dab of oil to the journal, install the rod cap and bearing, and finally torque to spec. Repeat 5 more times and your're done...

That's all for now!Comment
-
unless you explained it wrong checking piston to valve clearance does not involve checking when valve is at max lift. you need to check either side of TDC as that is when the piston and valves are closest.89 E30 325is Lachs Silber - currently M20B31, M20B33 in the works, stroked to the hilt...
new build thread http://www.r3vlimited.com/board/showthread.php?t=317505

Comment
-
I remember checking the clearance at a few other points on the cam and the clearances seemed ok, but the only numbers I actually wrote down for some reason were at max lift, which you're right isn't the spot I need to be worrying about. I'll double check the clearance at TDC again tonight.
Thanks for pointing that out.Comment
-
When you check p to v clearances are you using old head gasket and head bolt and torquing to spec? Is head warpage something to worry about when taking the head back off?
Are the peak timing numbers something schrick provided?
Are you using any kind of locktite for the front main seal adapter?Last edited by tinkerputzer; 05-24-2012, 01:25 PM.Comment
-
I am using the old head gasket which has already been squished when and I'm not torquing the head bolts to spec, just snugging them down, there's no need to torque them.
Head warpage shouldn't be an issue, however just to be cautious I always loosen torqued head bolts gradually and evenly.
Schrick cam specs can be found here http://www.avl-schrick.com/dat/MK/Sc...202011%20E.pdf
Yes I am planning on using locktite or some form of sealant between the crank seal adapter and the crank.Comment
-
Good info. Thats the way i would do it to, but wanted to make sure. Can't wait to see this running. Will be building a similar stroker myself in the near future.Comment
-
So thanks to digger I double checked the valve to piston clearance again yesterday using some clay and found that the exhaust side is ok, but on the intake side I only have a whopping 0.5mm or so which is far from enough and seems like far too little for Schrick to not specify that the 284 cam requires deeper valve reliefs. I'm going to double check the cam timing again tomorrow just to make sure that the cam gear didn't slip or anything causing the timing to advance. And if the VTP clearance is still too little I'll be pulling the bottom end apart so I can machine some larger reliefs for the intake valves.Comment
-
Progress update: Things are back on track...
So as I mentioned, I checked my valve to piston clearance (the proper way) and found that my clearance on the intake valve was this much...

Since that was not enough I took the bottom end apart so that I could machine the intake valve relief deeper on each piston. After scrounging around at work I found this nice dividing head with tilt adjustment tucked away in a crate of random tooling that was bought at an auction and never used. After cleaning it and lubing it I set it up on the mill...

The tool I used to cut the valve relief was pretty ghetto as well. As you can see it was a simple boring head meant for fairly large diameters. Instead I just stuck the sharpened bar of HSS on an angle in the middle at approximately the proper radius and locked it down with the set screws in the tool. To set the angle and find the center of the pocket I just lined everything up as closely as I could by eye. I would mark each pocket with marker and take a light cut to check the set-up and make small tweaks as necessary. Here's a before and after picture...

As you can see I didn't have the diameter set exactly to the relief diameter, but rather than having to brake the ghetto ass set-up on my cutting tool I opted to just clean up the edge with a rotary tool after the fact. Here's a couple pictures after I cleaned up that edge...


So this evening I slapped the bottom end back together and checked my valve to piston clearance. I was happy to see this when I cut through the clay...

The clearance is now ~1.8mm
That's all for now.Comment
-
Quick update: Motor is mostly assembled.
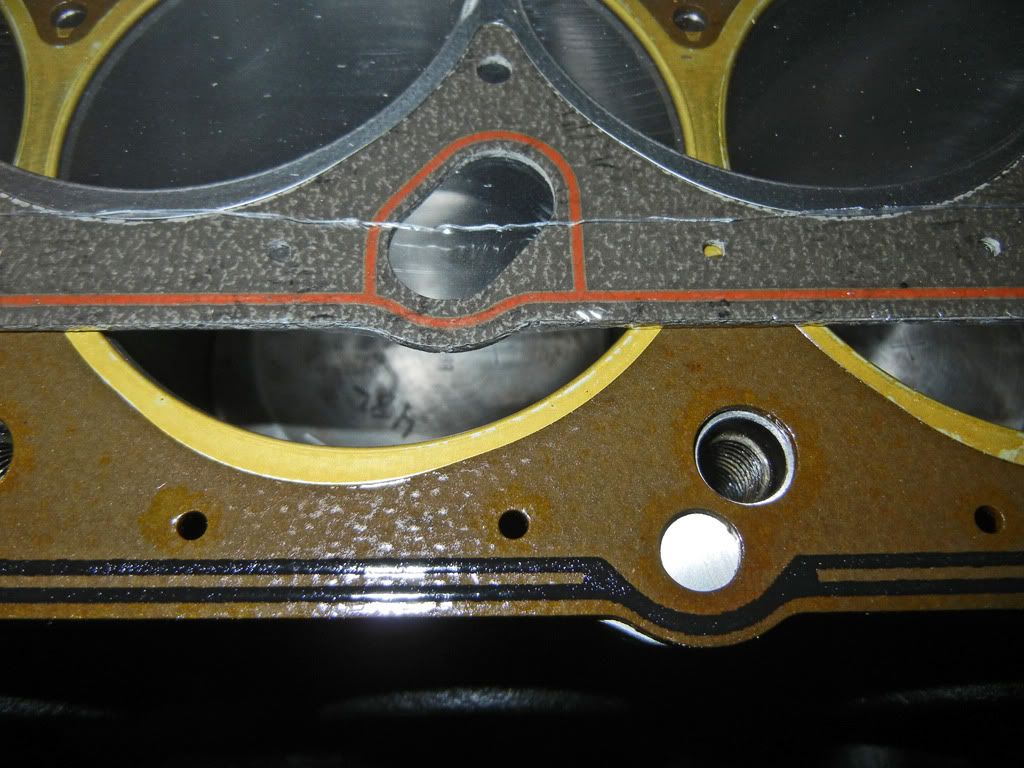
I spent a couple hours this evening and assembled most of the motor. After getting the water pump and tensioner installed I went to install the head. Now I know this one has been beaten to death already, but just to show everyone the difference between the Victor Reinz and Goetze head gaskets:
The gasket on the motor is the Goetze and the one still in the plastic is the Victor Reinz. You can see that the sealing strip on the Goetze is much beefier than on the Victor Reinz

After torquing the head on I installed the exhaust manifold studs and popped the valve cover on. Things are coming together....

I also got news today that the RD headers I ordered are finally ready. They are only 7 weeks late... but better late then never right :).
That's all for now.
Cheers.Comment




Comment